В статье автор рассматривает понятие качества, статистические методы управления качеством.
Ключевые слова: контрольные карты Шухарта, качество процесса, характеристики процесса
В условиях рыночной экономики качество продукции является одним из важнейших показателей конкурентоспособности. Под общим понятием качества пищевых продуктов понимают широкую совокупность свойств, характеризующих пищевую и биологическую ценность, органолептические, санитарно-гигиенические и прочие показатели продукции, а так же степень их выраженности 5. Данные опросов покупателей показывают, что качество занимает 65 % «весомости» всех показателей конкурентоспособности продуктов питания при их выборе. По словам основоположника концепции управления качеством Э.Деминга: «Качество создается не в результате проверки, а благодаря улучшению производственного процесса» 4. Оперативное обнаружение отклонений в технологических процессах производства позволяет не только выявлять нарушения, но и поддерживать процесс в стабильном состоянии и, таким образом, обеспечивать повторяемость его результатов. Используя инструменты статистического управления процессами можно своевременно проконтролировать появление значимых вариаций и, таким образом, свести к минимуму вероятность их появления, что в итоге приведет к снижению уровня дефектов и ошибок.
В качестве объекта управления нами выбран технологический процесс производства молочных сосисок. Для того чтобы выявить закономерности и стабильность процесса производства сосисок, был проведен анализ показателей параметров процесса производства- веса единицы изделия. При обработке данных применяли ГОСТ Р 50779.42–99 (ИСО 8258–91) «Статистические методы. Контрольные карты Шухарта» [2].
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты.
Контрольные карты служат для наглядного отображения протекания процесса и своевременного распознавания неслучайных отклонений или нарушений процесса. Контрольные карты позволяют обслуживающему персоналу предотвратить дальнейшее появление продукции, не отвечающей заданным показателям качества. Контрольные карты для количественных данных имеют следующие преимущества:
— большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость контрольных карт потенциально широка;
— измеренное значение содержит больше информации, чем просто утверждение «да — нет»;
— характеристики процесса могут быть проанализированы безотносительно установленных требований — карты запускаются одновременно с процессом и дают независимую картину того, на что процесс способен;
— хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее.
Это позволяет в некоторых случаях снизить общую стоимость контроля и уменьшить временной разрыв между производством продукции и корректирующим воздействием. В качестве контролируемого параметра производства сосисок был выбран вес единицы продукции.
Из множества разнообразных контрольных карт Шухарта были выбраны карты средних (Х-карта) и размахов (R-карта), как наиболее информативные и простые в применении.
Согласно ГОСТ 23670–79 менеджер по качеству предъявляет требования к процессу производства молочных сосисок такие, чтобы средний вес штучной сосиски был 50г и предполагаемое стандартное отклонение процесса равно 5 %. В течении 2часов работы оборудования было произведено 50 измерений. Каждые пять измерений объединены в выборку. Таким образом, получено десять выборок.
Данные обработаны с помощью специализированной программы STATISTICA и представлены на рис. 1 и 2.
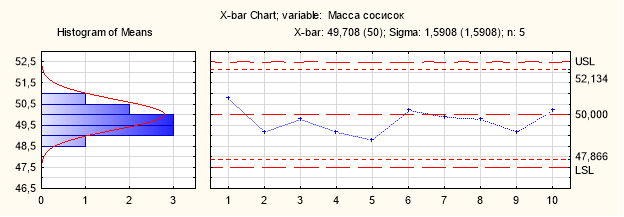
На Х- карте каждая точка — средняя масса сосисок в конкретной выборке. Кроме того нанесены:
— средняя линия 50,0 (номинальный вес сосиски)
— контрольные границы допусков: USL=52,2; LSL =47,5 (50,0 5 %);
— контрольные границы процесса 52,134; 47,866, указывающие момент разладки процесса, ограничивают диапазон неизбежного разброса значений выборочной характеристики, т. е. разброса, обусловленного неустранимыми в настоящее время обычными причинами, и позволяют судить, находится ли процесс в статистически управляемом состоянии или он подвергнут влиянию особых причин.
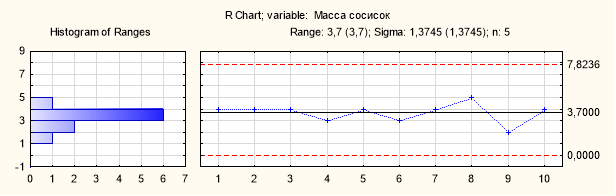
На R-карте (рис. 2) показаны размахи (разницы между минимальным и максимальным значениями) в каждой выборке. Размахи служат для оценки изменчивости характеристик.
На Х-карте скользящих средних и на R- карте размахов все точки находятся внутри контрольных границ.
Поэтому можно сказать, что процесс поддержания заданной массы сосисок при производстве подчиняется требованиям статистического контроля по уровню средних и изменчивости (ГОСТ Р 50779.44–2001).
Определив, в каком состоянии находится анализируемый процесс, можно оценить показатель возможностей процесса — индексы воспроизводимости процесса Cp и Cpk (рис. 3).
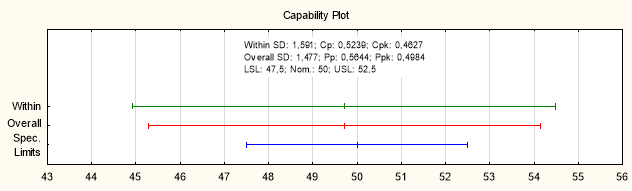
Cр — индекс возможности в статистически управляемом состоянии (без учета положения среднего значения) — Cp: 0,5239
Срк — оценка индекса возможности процесса в статистически управляемом состоянии с учетом положения среднего — Cpk: 0,4627
Согласно ГОСТ Р 50779.44–2001 можно сделать вывод, что ожидаемый уровень несоответствий составит 9,9 %.
Основная задача применения подобных статистических методов — как можно быстрее выявить негативные тенденции, характеризующих процесс производства, как можно быстрее скорректировать исследуемый процесс и не допустить появление бракованной продукции.
Литература:
- ГОСТ 23670–79 Колбасы вареные, сосиски и сардельки, хлебы мясные. Технические условия (с Изменениями N 1–6)
- ГОСТ Р 5779.42–99. Статистические методы. Контрольные карты Шухарта.
- ГОСТ Р 50779.44–2001 Статистические методы. Показатели возможностей процессов. Основные методы расчета
- Деминг, Эдвард У.Выход из кризиса: новая парадигма управления людьми, системами и процессами / Эдвардс Деминг; [пер. с англ. Ю. Адлер, В. Шпер]. — 3-е изд. — Москва: Альпина Паблишерз, 2009. — 418 с.
- Рогов И. А. Изготовление колбас и мясных консервов [Текст]: пособие для предпринимателей, фермеров, домохозяек / И. Рогов, А. Жаринов. — Москва: Профиздат, 1994.
- https://cyberleninka.ru/article/n/primenenie-kontrolnyh-kart-shuharta-dlya-opredeleniya-stabilnosti-pischevyh-proizvodstv (дата обращения: 30.10.2020).

